| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
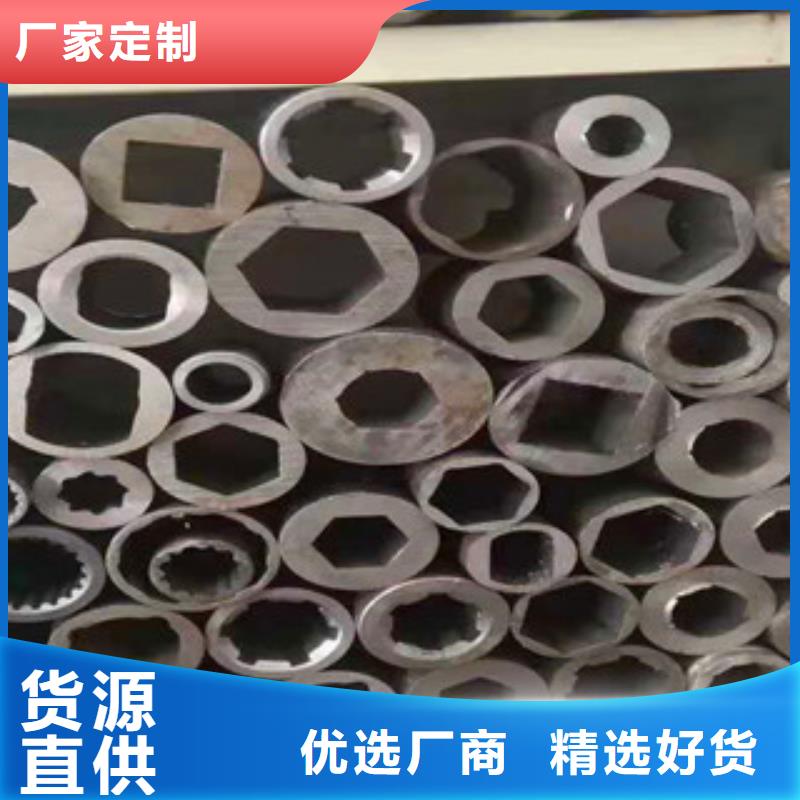
| 范围 | 精密无缝钢管精拉光亮管供应范围覆盖内蒙古、呼和浩特市、包头市、乌海市、赤峰市、通辽市、鄂尔多斯市、呼伦贝尔市、乌兰察布市、兴安市、锡林郭勒市、阿拉善市等区域。 |
龙丽金属材料(锡林郭勒市分公司)拥有 精密无缝管研发、生产、营销、质检、物流仓储等完整的管理体系。立足于国内市场,以的品质和服务为广大用户提供值得信赖的 精密无缝管产品。 精密无缝管产品不断创新,及时满足市场需求。公司在合肥、上海和深圳建立了三个 精密无缝管生产基地,组建了遍及全国的销售服务网络。 专业成就品质,科技引领未来。公司本着“品质优异、客户至上、诚实守信、和谐发展”的经营理念,愿与海内外客户精诚合作,共赢发展。


精密钢管生产方式:
(10)流体动力润滑拔管。图9为流体动力润滑拔管的示意图。拔管时在拔管模前安装一个压力管,压力管具有一定的长度lH,其内壁与管料外表面之间只存在较小的间隙。拔制过程中,润滑剂由向前移动的管材携带通过压力管到达变形区前。由于压力管内壁与管材表面之间的间隙较小,而拔制后随管材一起离开变形区的润滑剂又比较少,因此,润滑剂在通过压力管时受到强力的挤压,润滑膜的压力P逐渐升高,这就是流体动压的效应,它是建立流体动力润滑拔制的物理基础。若在变形区前润滑膜的压力达到足以使管材表面和模壁分开,使两者之间完全充满润滑剂,形成液体摩擦,这样可大大改善润滑条件,达到降低拔制力提高道次变形量以及减少模具消耗的目的。实现流体动力润滑拔管的基本条件是:有一个具有一定长度的压力管,拔制速度较高,使用粘度较高的润滑剂。流体动力润滑主要用于无芯棒拔管。



热轧精密钢管生产工序介绍:
1.热轧(挤压无缝精密钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成精密钢管。精密钢管内径由定径机钻头的外径长度来确定。精密钢管经定径后,进入冷却塔中,通过喷水冷却,精密钢管经冷却后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。


精密钢管介绍:
目前,全世界生产精密钢管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。2000年,无缝管全国表观消费量为418.0万吨,其中国内供应量的382.1万吨,占国内总需求的91.4%。进口为35.9万吨,占国内总需求的8.59%。同年石油管消费量大约为91万吨。进口约25.2万吨。进口管占国内总消费量的大约70%,其中进口管占国内总消费量的27.69%,石油管进口量约占无缝精密钢管总进口量的大约70%。从日本进口的石油管占总进口量一半以上。中国 的石油套管生产基地——天津精密钢管公司2000年的精密钢管产品出来为52.20万吨,其中石油套管产量为36.41万吨。套管占全国石油产量的一半以上。在产量和销售量上都占中国套管市场的 位。



用斜轧法或拉拔法扩大管材直径的一种荒管精轧工序,用于大直径薄壁管的生产。随着工业技术尤其石油与化学工业的发展,油气输送、压力容器、结构及机械部件用的大直径无缝精密钢管需要量逐年递增。尽管大型周期式轧管机组与顶管机组(见热轧无缝管机组)可以生产一部分大直径管,但其设备庞大,一次性投资高,且生产大直径薄壁管有一定困难。20世纪20年代末和30年代初期,美国和德国研制出了辊式斜轧热扩管机(图a);德国又研制了拉拔热扩管机(图b),并都投入了工业生产。斜轧热扩径在斜轧扩管机上进行。

名片")